通過認證
通過認證 
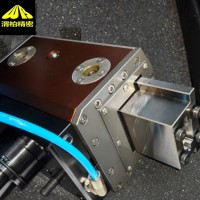





進口REV插削機BM在使用約10個小時后注入油脂:
1)刀具固定螺釘
在針對對稱性誤差進行任何糾正之前,必須稍微松開刀具固定螺釘。在恢復工作之前,請確保重新擰緊刀具固定螺釘。
2)注油嘴
這兩個嵌入機動化插削機外部結構中的注油嘴,在使用儀器約 10 個小時后,可以用來注入油脂。上述時間是儀器實際使用的時間(請參見注油計算示例)。
3)用于內引的 3/8”的螺紋孔
所有刀具都配有冷卻劑通行孔。與外引相比,內引是更推薦的選擇,它允許將潤滑劑引導到切削區域。
4)對齊區域
這是通過比較儀用來執行檢查的區域。
5)將插削機固定到車床刀具塔上的螺栓
它們是將插削機固定到車床刀具塔上的螺栓。

進口REV插削機的加工類型:
1.外花鍵加工
此短視頻展示了外部加工:完成了一個外部開槽的輪廓 DIN 5482 模塊 2.5 Z = 30。
加工材料為硬度 35 HRC 的合金鋼。
單槽的完成時間為 4 秒,而完成整個齒形輪廓的總時間約為 2 分鐘。
考慮到工具極高的剛性,所以加工非常簡單并且具有*的光潔度。
為了正確且有效地使用此儀器,REV srl 公司免費為客戶提供專門開發的程序。該程序適用于市場上的所有數控車床。
2.內花鍵加工
單個鍵的完成時間為 6 秒,而八個加工過程需要的總時間約為 50 秒。
考慮到工具極高的剛性,所以加工非常簡單并且具有*的光潔度。
3.單槽的/加工
4.帶有 180° 相對槽的/加工

進口REV插削機:
1.板調節螺釘
長時間使用插削機后,需要消除儀器中可能出現的間隙。松開六角螺母,然后擰緊中間螺釘,后再次擰緊六角螺母。在插削機的所有四個襯板上執行此操作。
2. 軸調整銷
它被用來糾正孔和我們正在執行的加工之間的任何對稱性誤差。松開刀具的固定螺釘 1 后,順時針或逆時針旋轉 Y 軸調節銷,這樣就可以沿 Y 軸移動刀具。調節范圍為 +/- 0.5,該范圍足夠普遍糾正沒有配備 Y 軸的車床上存在的所有對稱性誤差。
3.削角度調節螺釘
該螺釘用于糾正由于機械彎曲而引起的錐度誤差。順時針或逆時針旋轉可以將切削角度更改大約 +/- 3°。該范圍足以糾正任何可能存在的錐度誤差.

陜西渭柏精密機械有限公司批發歐美工業品一手貨源,例如插齒動力頭,旋轉視窗,微型鏜刀,微型鉸刀,粗糙度對比樣塊、高精度頂針、液壓螺母、磁力表架、液壓拔料器等。
部分代理品牌如下:
PBA自動卡盤
德國Mytec液壓膨脹芯軸,Mytec-Hydraclamp夾具
erix背刮刀、erix锪孔刀、erix反刮刀
TAlVZER軸向浮動去毛刺倒角刀具,
意大利SERINEX筒夾,SERINEX夾頭
德國REBELL板牙,rebell螺紋銑刀
AMTEC液壓螺母
瑞典Grippex拉料器,
瑞典MPC拔料器、拉拔器
ATLING中心架、液壓中心架
德國Helios preisser游標卡尺、深度尺、千分尺,比較儀
瑞士MOTOREX切削液、潤滑油、主軸潤滑油
美國ATS卡盤、分度卡盤
法國A.M.I指示器面板、A.M.I顯示器
德國DIAMANT研磨膏,diamant拋光劑、碳化硼拋光膏
德國Siebenhaar制動器、德國Siebenhaar安全制動器、減速機
意大利ROSA軸承、滾子軸承、線性軸承、ROSA滑塊
德國MACK旋轉接頭、MACK卡盤、MACK夾頭
德國LUBRICUS 潤滑泵 、Lubricus注油器